
Vulcan’s hammers have been successful because they are simple and reliable, using very basic technology to do the job. One of those elements has been the use of tapered keys. Although keys have their problems–and both Vulcan and others have laboured to replace them–it’s an interesting fastening method that doesn’t get much coverage these days.
The Basics of Tapered Keys
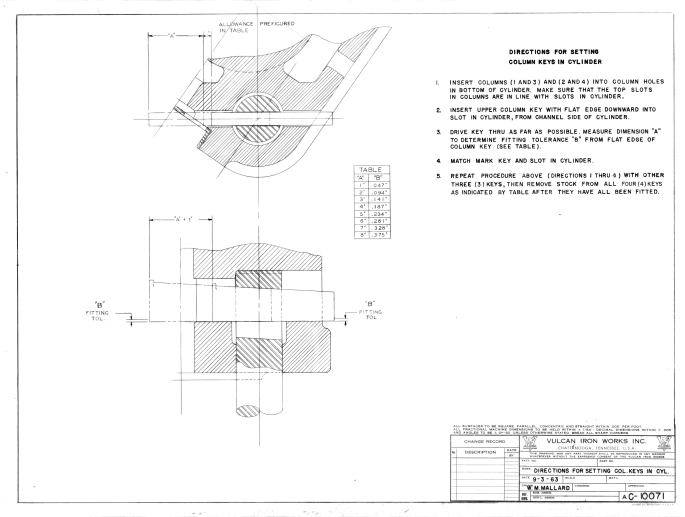
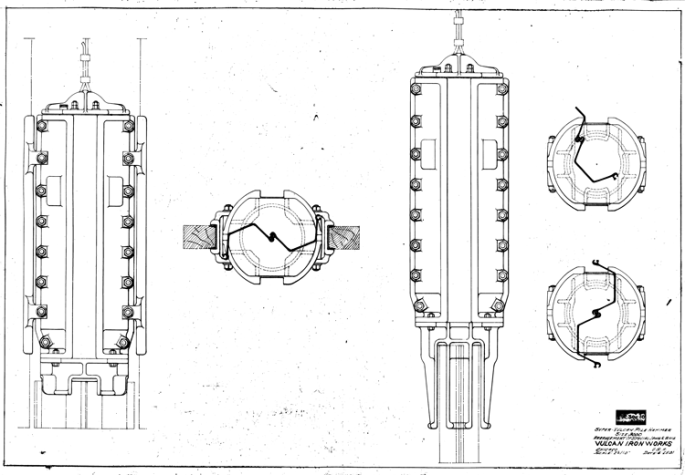
There are several types of keys; we’ll stick with focusing on the tapered ones. An example of this is below, showing the mounting and adjustment of column keys in the cylinder:
So how do keys work? If it were possible to use a straight key and perfectly fit it to the slot, then in theory one could use a straight key. This won’t work for two reasons: a) it’s impossible to do a perfect fit, now and certainly in the 1880’s when the Warrington-Vulcan hammers were introduced, and b) there is no built-in way to keep the key in place. Tapered keys were the answer to these problems. Both the locking capabilities and the strength of tapered keys can be explained using static equilibrium, and for that we turn to William Ledyard Cathcart’s Machine Design, Part I: Fastenings, published in 1903. Cathcart is an especially appropriate source for the engineering of Warrington-Vulcan hammers for two reasons: he was a naval architect/engineer, as were both George Warrington and James N. Warrington, and he was a near contemporary of George and a little senior to James.
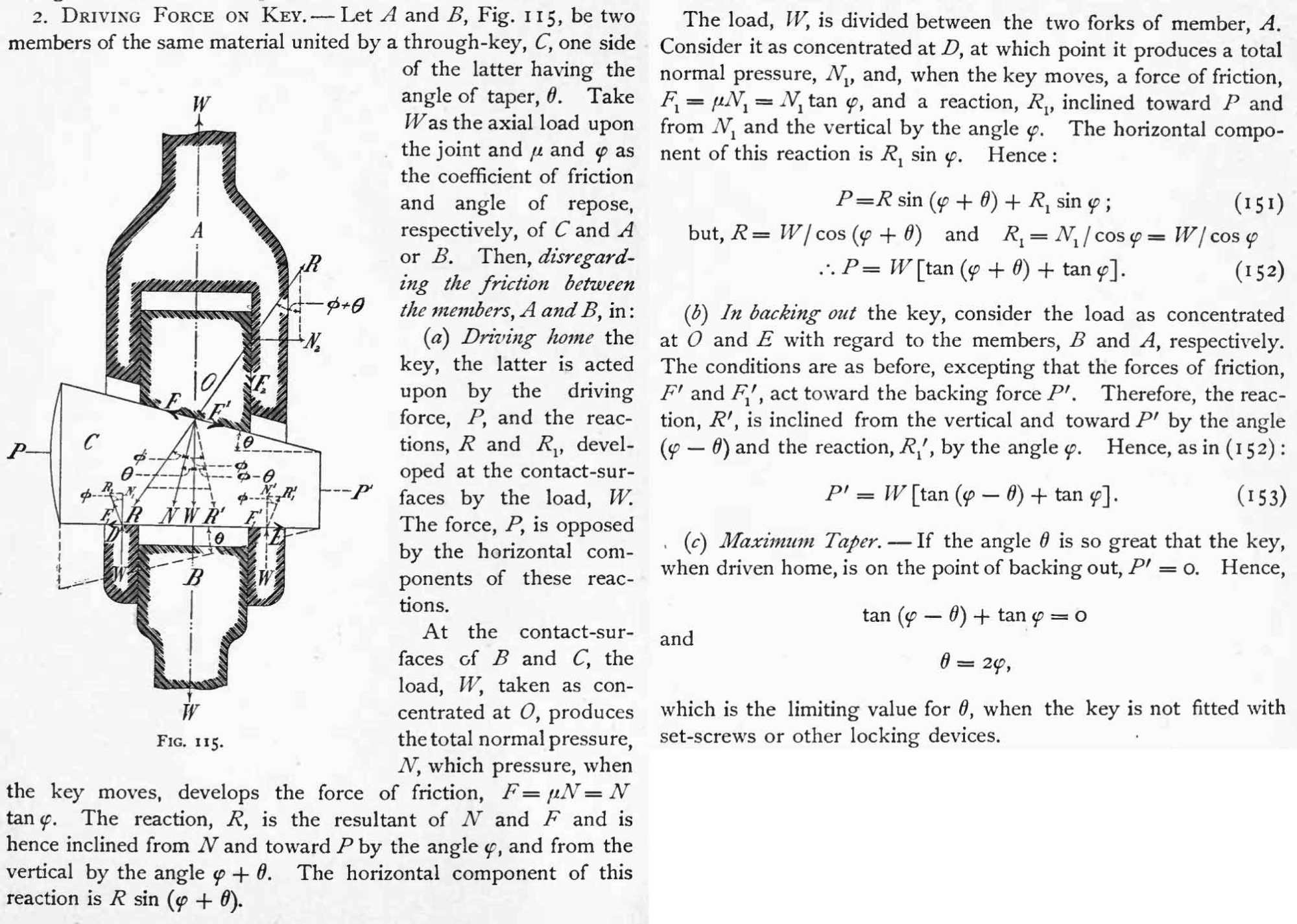
The best way to present Cathcart’s thinking on the subject–and the theory itself–is directly from the book, and this is done below.
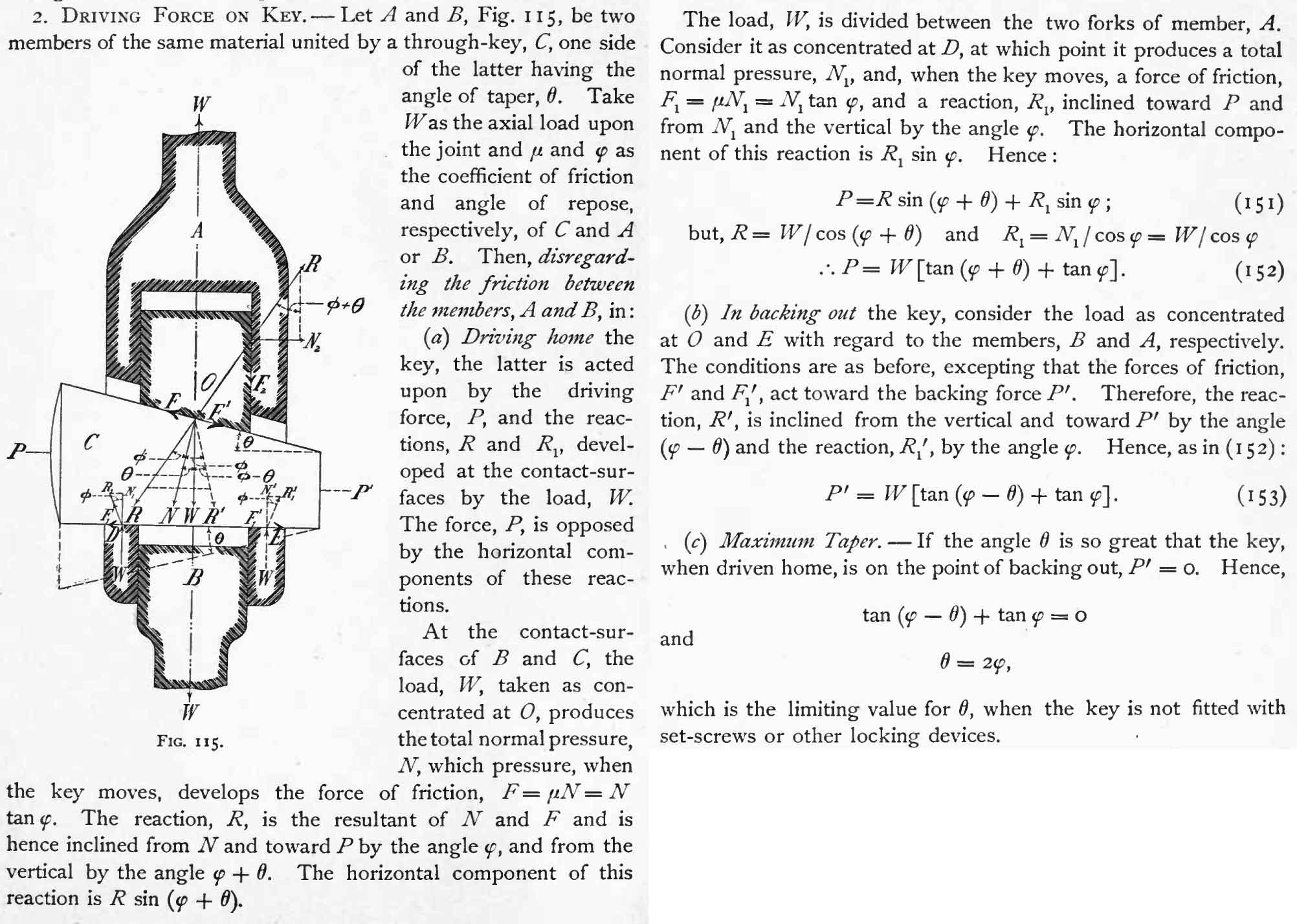
Most Vulcan keys were driven in using a hammer (sledge or otherwise,) so the driving force P is the result of that impact and thus changes quickly in time. So the computation of the force P is a little more complex than is shown above.

The issue of the taper lock and preventing the key from backing out is another story altogether. Cathcart relates the key taper to the friction angle thus

It may seem odd to mechanical engineers to specify Coulomb friction in terms of an angle, but in soil mechanics it’s the basis for Mohr-Coulomb failure theory. The taper for Vulcan keys varied from 1/8″/ft of length to 9/16″/ft of length, for a 

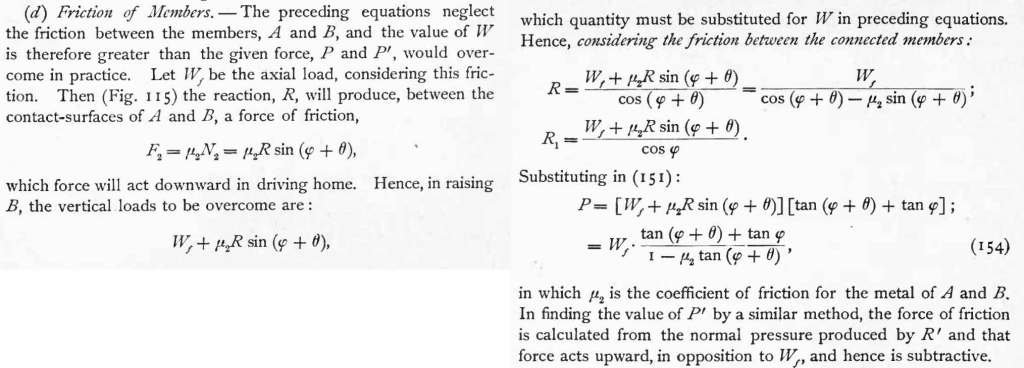
Adding the effect of the friction of the members being locked complicates the analysis:
The adoption of the Super-Vulcan/Offshore style piston and rod (shown in the ram key diagram below) eliminated this problem for the ram keys.
Tapered Keys on Vulcan Hammers
For many years there were four types of keys on Warrington-Vulcan and Super-Vulcan hammers:
- Ram Keys
- Column Keys
- Slide Bar Keys
- Trip Keys
Currently only the ram and slide bar keys do not have a proper replacement (although both were tried with the 106.) The reasons for this are fairly simple.
First, the pro: keys are simple to tighten, usually done with the aforementioned sledge hammer or more. Such a tool is available on most any construction site. They’re also fairly strong; Vulcan seldom had a key breakage under normal use.
The con, however, is that, because of the vibrations, the keys (and the key slots) were subject to wear and plastic deformation. Under these circumstances keeping them tight involved consistent maintenance, and that is frequently lacking on a job site.
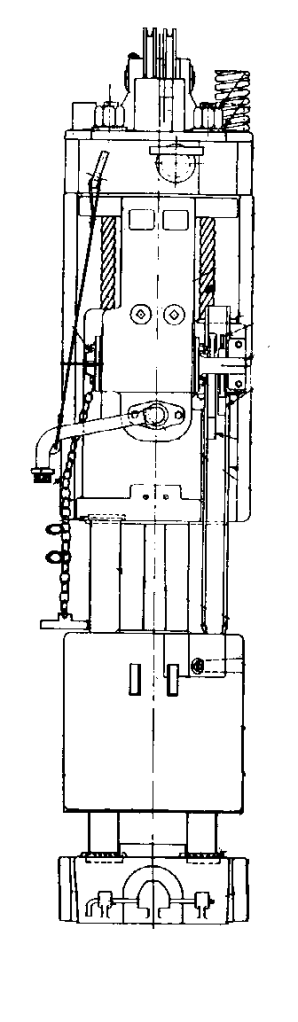
The ram keys are a special case in that overtightening them can be a special problem, as shown below.

The diagram shows, however, that ram keys have something of an advantage over the others in that their extended unsupported length gave them some flexibility, which can be useful during the intermittent loading and vibration which they experience. This is one reason why ram keys are still pretty much standard on Warrington-Vulcan, offshore style hammers and Super-Vulcan hammers.
Replacing Keys
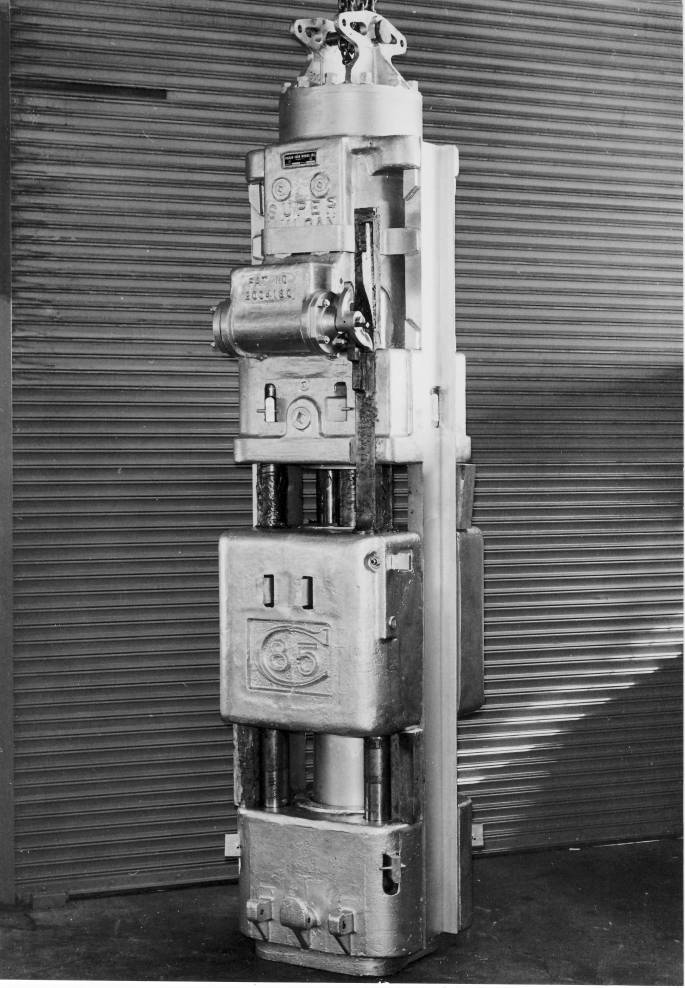
It’s worth noting that, on hammers such as the #5, California series hammers, DGH hammers and the extractors, Vulcan adopted a keyless design. The largest hammer Vulcan attempted a keyless design on, however, was the closed-type Super-Vulcan hammers. One of these is shown below.
As noted, however, this series of hammers was expensive to manufacture and contractors preferred the open type hammers. Unfortunately Vulcan did not pursue eliminating keys and the key setup for the open-type Super-Vulcan hammers was similar to its Warrington-Vulcan counterparts.
Column Keys
As they were the largest maintenance problem, the column keys were addressed first. Vulcan had an aversion for tie rods, such as appeared on the Horn series of hammers and which were extensively adopted by its competitor MKT. A more congenial solution came from Raymond, which introduced the use of tie cables in its hammer, as can be seen at the right. This proved to be the best solution to holding the hammer together. Vulcan first introduced cables for its offshore hammers such as the 020 and 040, where the difficulties with the keys in the brutal offshore environment forced Vulcan to take action. For the offshore hammers Vulcan used a bridge strand cable with spelter fittings, as opposed to the more common cable used with swaged fittings which Raymond had employed and which Vulcan adoped for its onshore hammers.
It is also possible to convert a column keyed hammer to cable. Vulcan did this starting in the 1960’s offshore and 1970’s onshore; this can be done today by Vulcan Foundation Equipment.
Slide Bar Key
Vulcan and Raymond both used keys to hold the slide bar in the ram; however, Raymond got away from the “beat the key into lock” system of Vulcan’s with a “draw bar” design that was tightened with screw threads. Vulcan would have adopted this system on some of its hammers but time ran out before this could be done.
Trip Key
Trip keys were gradually displaced by the introduction of the movable trip, which transmitted the torque from the trip to the valve stem and valve using a square hole and shaft. This can be seen in the Raymond 65C drawing above; Vulcan’s Vari-Cycle automated this arrangement. For existing hammers elimination of the trip keys can be done by Vulcan Foundation Equipment.
Conclusion
Keys were a useful way of creating a strong connection using a simple design. They have their limitations, principally because they (especially the column keys) are maintenance intensive. This has led to their displacement, although that displacement is not entire.


3 thoughts on “Tapered Keys and Their Use In Vulcan Hammers”