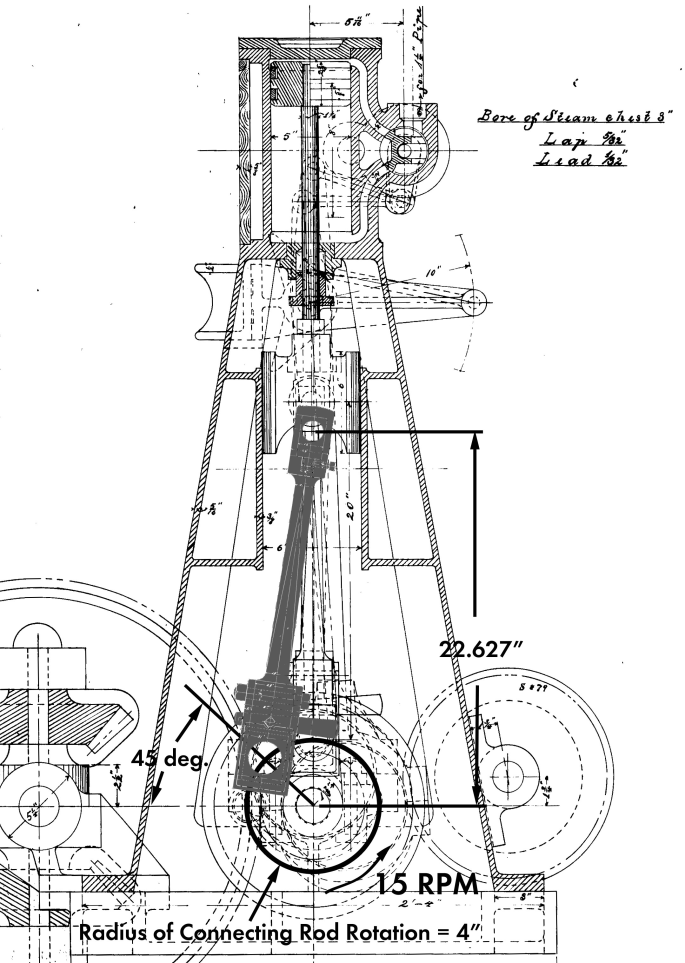
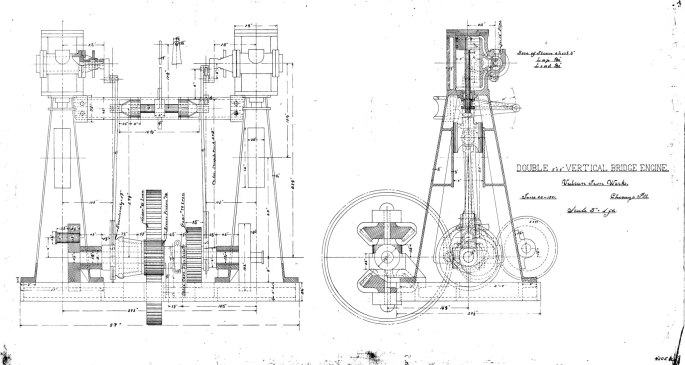
In the earlier post Some Insight into the Origin of Vulcan’s Pile Hammer Valve System we looked at the Corliss valve and its application first to steam engines and later pile hammers. In this post we'll look at these engines from another standpoint: analysing their rotational action using the method of instantaneous centre of rotation. The … Continue reading Solving a Dynamics Problem using the Instantaneous Centre of Rotation with a Vulcan Design