

In its dealings with first the Chinese and later with the Soviets, one of the first things Vulcan learned was the difference between hard and soft currency. That was true both in the travel expenses and in the process of selling equipment (and later buying equipment and technology.) Let's start with the Chinese: this notice … Continue reading Hard Currency, Soft Currency and Dollar Hegemony
Category: The Company

Forging Practice – Kamenshchikov, Koltun, Naumov, Chernobrovkin
To download the book, click here About the Book All machines are built up of parts made of different materials and by various manufacturing processes. Some parts are cast from metals; some are forged, while others are produced by machining on different kinds of machine tools. Castings and forgings have to be machined before they … Continue reading Forging Practice – Kamenshchikov, Koltun, Naumov, Chernobrovkin
Steel Foundry Practice – Bidulya
To Download This Book Click Here About the book A book describing various aspects of steel foundries. Steel castings were an important component of Vulcan hammers, especially with the bases (as you can see below) and driving accessories. The MirTitles link to the book is faulty; you can get the book by clicking here. Machining … Continue reading Steel Foundry Practice – Bidulya
Foundry Practice Now in Print
Last October we featured the downloadable book Foundry Practice – Titov, Stepanov — Mir Books. Vulcan had a foundry for most of its existence, and relied heavily on sand cast (and other processes) products for its pile driving equipment. Now we offer this in print. You can order this book by clicking here. The book provides … Continue reading Foundry Practice Now in Print
A Short Handbook of Heat Treatment – Kamenichny
To Download this Book Click Here About the Book Ram point installation by cooling the point. Breakage of ram points is a major repair job in a Vulcan hammer (caused, in some cases, by use of wire rope biscuit as you see above.) Getting the "stump" of the point out was half the battle; click … Continue reading A Short Handbook of Heat Treatment – Kamenichny
The Dymo Embossing Labeller: A Vulcan Office Technology
In a company that maintained some kind of office for more than a century, Vulcan used many office technology that would be considered "legacy" today. In this case we'll consider one: the Dymo Embossing Labeller, in this case a Mark VI (M-6.) https://youtu.be/pZ0Gr8IZrAI It's shown in the context of the Fluid Mechanics Laboratory at UTC, … Continue reading The Dymo Embossing Labeller: A Vulcan Office Technology
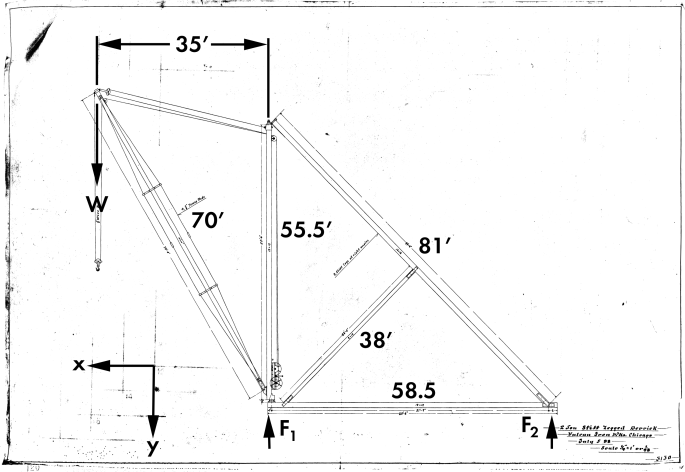
Vector Statics and “Old Coot” Statics: An Example
One thing that I bring up over and over again in my Soil Mechanics and Foundations courses is "static equilibrium," the summation of forces and moments for a given foundation. That's a good thing, because civil engineers are deeply disturbed when what they design moves and generally freak out when that happens. However, the usual … Continue reading Vector Statics and “Old Coot” Statics: An Example

Those Pesky Kilogram-Force Units
Generally speaking, engineers educated in the U.S. must be educated in two units: the U.S. system (the Brits abandoned the Imperial system long ago) and the S.I. system, commonly called the "metric system." I say commonly because they're not really the same; countries that have been using the system the French came up with it … Continue reading Those Pesky Kilogram-Force Units

Raymond 60X Hammer
Raymond Concrete Pile Company (later Raymond International) was in its day the greatest pile driving organisation in the world. It either developed or perfected many of the techniques which are standard for designing and installing driven piles today. The most significant of these was the wave equation, the brainchild of Raymond's chief mechanical engineer, E.A.L. … Continue reading Raymond 60X Hammer
The Final Flight of an Influential Airline — Transportation History
December 4, 1991 On the same day that Pan American World Airways (Pan Am) officially came to an end and halted its longtime operations, that airline’s final flight took place. Captain Mark Pyle piloted the airplane Clipper Goodwill, a Pan Am Boeing 727-221ADV, for Flight 436 between the cities of Bridgetown, Barbados, and Miami, Florida. […]The … Continue reading The Final Flight of an Influential Airline — Transportation History

