

Proud of a job well done: Jesse Perry (left) and Norris Tremmier stand in front of a 3100 hammer they have just completed assembling in a customer's own yard. The 3100 hammer was the last 3' stroke hammer Vulcan produced for the offshore market; compared to the 560 with the same energy, it was heavy … Continue reading Shortages and Supply Chains, Then and Now
Category: Vulcan: The Offshore Experience
They’ve Never Liked the Oil Industry
The incoming administration's cancellation of the Keystone pipeline and its ideas on rolling back leasing on federal land signals its desire to act on climate change. But its assault on the oil industry is nothing new. In a letter to its shareholders dated 19 November 1970, Vulcan's President, H.G. Warrington, noted the following: Incomplete platform, … Continue reading They’ve Never Liked the Oil Industry
The Final Flight of an Influential Airline — Transportation History
December 4, 1991 On the same day that Pan American World Airways (Pan Am) officially came to an end and halted its longtime operations, that airline’s final flight took place. Captain Mark Pyle piloted the airplane Clipper Goodwill, a Pan Am Boeing 727-221ADV, for Flight 436 between the cities of Bridgetown, Barbados, and Miami, Florida. […]The … Continue reading The Final Flight of an Influential Airline — Transportation History

Those Aspirational Small Businesses
Above is something you don't see much of any more: a hand-drawn artist's conception of a building that has yet to be built. In this case it's Vulcan's last all-new building: the Special Products Division at 2625 Electronics Way, West Palm Beach, FL, which was completed and opened in 1967. Afterwards some things changed along … Continue reading Those Aspirational Small Businesses
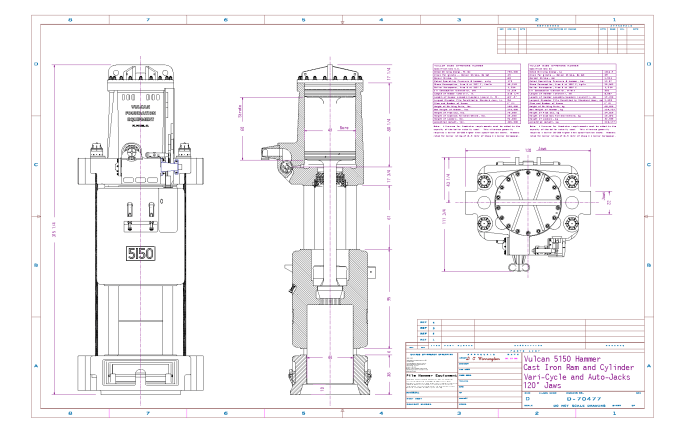
Vulcan 5150, Now With a Revised Design
This site, as it says in the masthead, is to chronicle "Vulcan Iron Works Inc. and the pile hammers it made." Every now and then, we feature new things about this old product line from Vulcan Foundation Equipment, which currently supports the line with new and used hammers, service and parts. The Vulcan 5150, first … Continue reading Vulcan 5150, Now With a Revised Design

When God Threw His Wallet on the Table
One of the many "characters" in Vulcan's long (144 year) history was Jesse H. Perry, Vulcan's senior field service representative right up until his sudden death. As I mention elsewhere, it took a very special kind of person to do what Jess did. Construction is a high risk activity, and that's especially true with offshore … Continue reading When God Threw His Wallet on the Table

Vulcan Offshore Hammer Clearance Dimensions
In an earlier post we presented the clearance dimensions for Vulcan onshore hammers. Above are those for the offshore hammers as well.
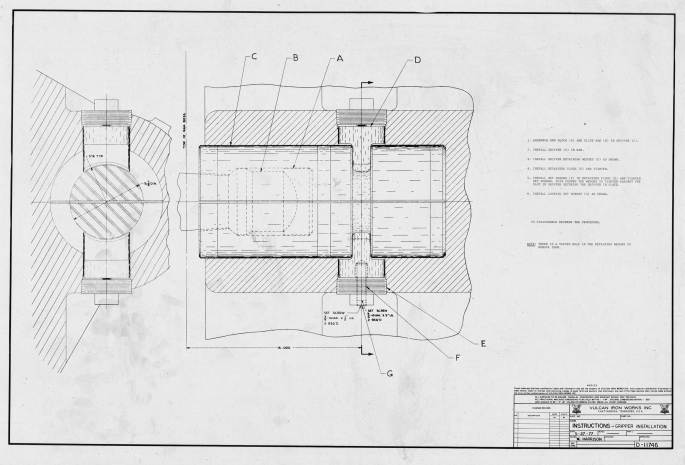
Slide Bar Gripper
Once Vulcan got past designs such as this, the slide bar (the cam which turned the valve during operation) was retained in a ram using a key driven though the base of the slide bar. The slide bar interfaced with the ram using a spherical block to allow rotation of the bar, necessary to compensate … Continue reading Slide Bar Gripper
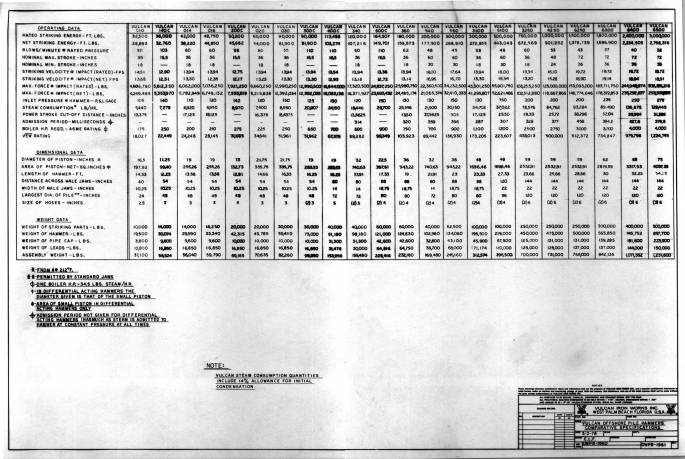
Vulcan Hammers: Specifications and Information
One thing Vulcan representatives were asked for frequently was a "spec sheet" for a particular hammer. This is an online answer to that question. Our pages include specifications, general arrangements of the hammers, photos and usually some history behind the hammer model. We trust that this will be helpful to you in servicing your existing … Continue reading Vulcan Hammers: Specifications and Information

Vulcan 5150: Specifications and Information
Progressing from the 5100, the six (6) 5150's produced were made in 1978-9 and delivered to four customers: McDermott, Brown & Root, Raymond and Santa Fe. Their main purpose was to drive piles for the "mudslide" platforms at the mouth of the Mississippi River, which were suffering failures due to scour loads. Specifications for the … Continue reading Vulcan 5150: Specifications and Information

