

The vulcanhammer.info Guide to Pile Driving Equipment features the field service manual for the DGH series hammers. Here we find the following advice during the replacement of the piston ram: Place 1" (25mm) wide pieces of soluble paper (such as toilet paper) between the piston and lower ring grooves. Push the rings and paper into … Continue reading The Old “Toilet Paper” Trick for Piston Rings Takes on a New Meaning
Category: Vulcan Onshore Tips

Mating Pipe Piles to Pipe Pile Caps
Pipe pile caps have been around as long as pipe piles, but mating them to a pile hammer via a pipe cap may be new to some users. The diagram above (which, as you can see, dates from 1931) shows how this is done. The cross-section shows three diameters of pipe piles mating with a … Continue reading Mating Pipe Piles to Pipe Pile Caps

Vulcan Onshore Tips: Introduction and Index
Not widely appreciated when they were first issued in 1973, the Vulcan Tips are in a sense "made for the internet" in their format. They were issued in print until the late 1990's. They went beyond the Vulcan Data Manual--and at the time the Field Service Manual--in providing practical suggestions for proper operation of Vulcan … Continue reading Vulcan Onshore Tips: Introduction and Index

Vulcan Onshore Tip #72: Vari-Cycle II (306, 505, 506 & 508, 510, 512 Hammers)
The Vulcan Vari-Cycle II offers all the advantages and ease of use of the original Vari-Cycle with fewer parts and less maintenance. When maintenance is required, it will be easier and less expensive. The Vari-Cycle II uses the same principle as the original Vari-Cycle, except the trip shifting cylinder is built into the Open Steam … Continue reading Vulcan Onshore Tip #72: Vari-Cycle II (306, 505, 506 & 508, 510, 512 Hammers)
Vulcan Onshore Tip #70: Hydraulic Cylinder Type Packing Upgrade (#1 and #0 Hammers)
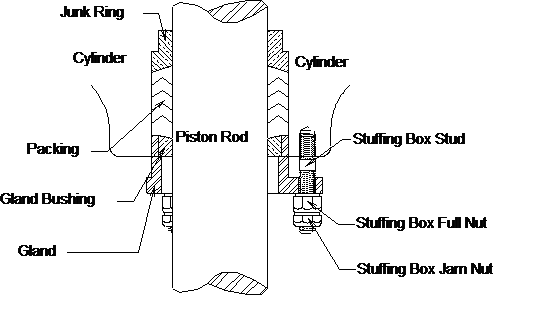
For many years Vulcan hammers have used woven packing to seal around the piston rod. Although this type of packing has performed well, packing with longer life would obviously be better for hammer users. Vulcan now offers a packing that uses a chevron type packing, similar to rod packing used in hydraulic cylinders. This packing … Continue reading Vulcan Onshore Tip #70: Hydraulic Cylinder Type Packing Upgrade (#1 and #0 Hammers)

Vulcan Onshore Tip #69: Micarta and Aluminum Cushion Material
Micarta (or Conbest) and aluminum cushion material is an excellent cushion material for use in Vulcan Air-Steam Impact Pile Hammers; however, the cushion pot configuration that can be used depends upon the hammer. Below is a breakdown of the various ways in which micarta and aluminum can be used in Vulcan hammers. Hammers in which … Continue reading Vulcan Onshore Tip #69: Micarta and Aluminum Cushion Material

Vulcan Onshore Tip #68: Hammer Blow Rate
Very frequently users and engineers make the assumption that the output energy of a hammer is somehow related to the number of blows per minute the hammer puts out. Such a notion is mistaken for both Single-Acting and Differential-Acting hammers. Vulcan specifications for blow rates are computed with the condition of "Normal Stroke, No Set." … Continue reading Vulcan Onshore Tip #68: Hammer Blow Rate

Vulcan Onshore Tip #65: Sheave Assembly Care
Proper care of the sheave assembly is very important, since the weight of the hammer is held by this assembly and a flying sheave or falling hammer could strike a person causing severe injury. Sheaves, axles, pins, keys, nuts, and all lifting points should be continuously checked for worn, loose or missing parts. Check all … Continue reading Vulcan Onshore Tip #65: Sheave Assembly Care

Vulcan Onshore Tip #64: Proper Hose Connection
Before connecting air or steam hoses, check the outside of the hose to be sure it is in good, usable condition. Blow air or steam through the hose to be sure no dirt or debris is clogging the inside. Never use an air hose to carry steam! Steam will melt the air hose. Take off … Continue reading Vulcan Onshore Tip #64: Proper Hose Connection
Vulcan Onshore Tip #63: Icing Conditions
Operation of Pile Hammers and Pile Extractors on compressed air frequently presents problems of ice accumulation in valve assemblies and air passage ports. Icing is a function of temperature and humidity causing erratic equipment operation as, strange as it may seem, icing conditions occur at 85° as well as 32° if conditions are right. There … Continue reading Vulcan Onshore Tip #63: Icing Conditions

