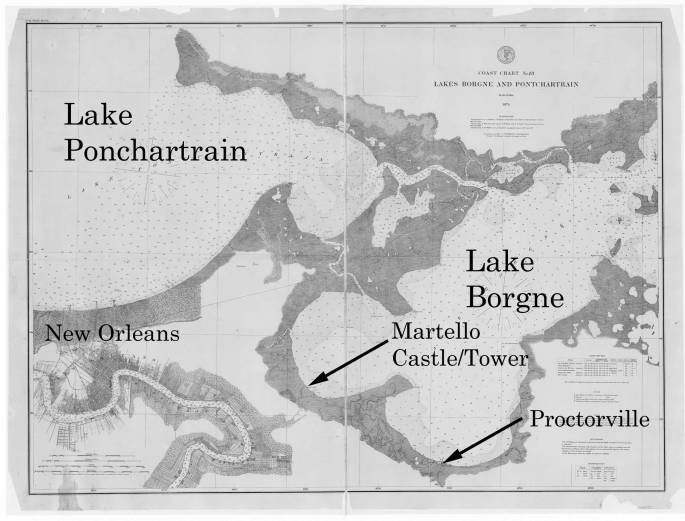
The results of the Proctorsville project showed that our understanding of the mechanics of pile driving—and of the load transfer mechanism between pile and soil during and after installation—left a great deal to be desired. The solution to the problem was to instrument the pile driving process. Such an effort was documented in the 1908 … Continue reading Goodrich (1908): The First Instrumented Pile?