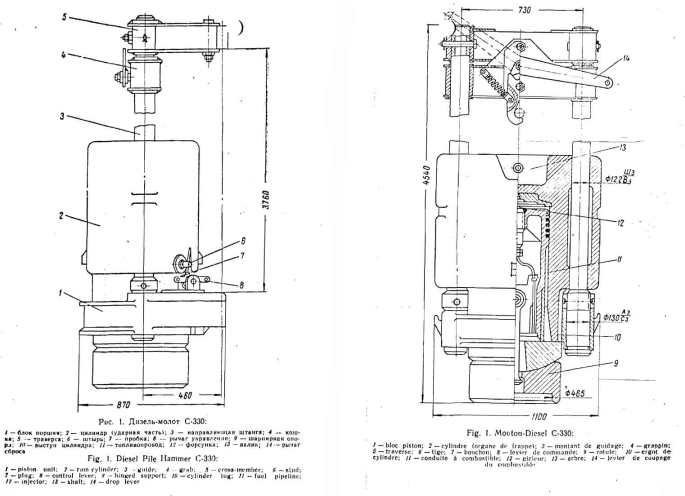
First, we need to review what we've learned from our previous posts on diesel hammers. First, the posts themselves: Diesel Hammers: Rated Striking Energy, and Should Diesel Hammers Be Derated? Diesel Hammers: Delmag, Nilens and the Method of Analysis Diesel Hammers: The Russian Hammers and Hemi-Headed Pile Drivers Diesel Hammers: Pileco Now we can discuss what we have … Continue reading Diesel Hammers: Vulcan Series II Diesel Hammers